

Different tension control plans and improvements- Torque control
In the previous article, we talk about tension, or to be specific, torque control on major units.
It seems that tension control is easy to handle for these units, but we must also take into consideration that the machine is a whole system. Each unit may have different torque or speed that result in different tension. What tension control system does it to build a dynamic balanced system that could adjust the tension for all the units.
So we could assume that the nature of the tension control unit is a complete system with:
Speed test control - know the current tension
Tension control unit - adjust the tension
There could be various tension control unit based on how these two controls work. For instance, by control methods, there are manual type, open loop, closed loop and free loop. By testing methods, there are ultrasonic sensor, follower arm, roll RPM tester. By testing effect, there are direct test, indirect test and a combination of both.
1. Control method
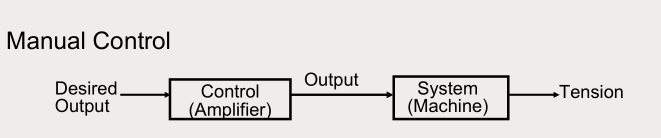
1.1 Manual control
In manual control, the operator adjust the control output to change the tension.
This control method works find when constant or taper tension is required. But in center unwinding, when the tension required is getting smaller and smaller, manual control may cause material break.
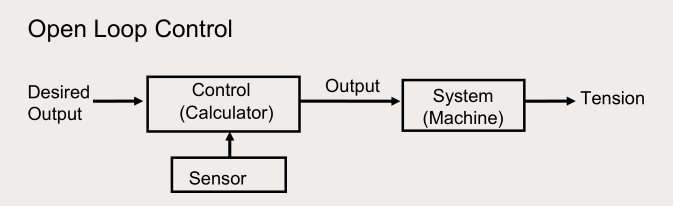
1.2 Open loop control
In open loop control , a sensor will test the speed and give orders to the control accordingly to change the tension. Tension is influenced by operator adjustment and calculations made form a sensor input. As open loop control only have testing senor, but no tension measurement, there should be no compensate for or reduce tension transients. It required a compensate for changes in roll diameter. Ultrasonic control is the easiest to install and set up.
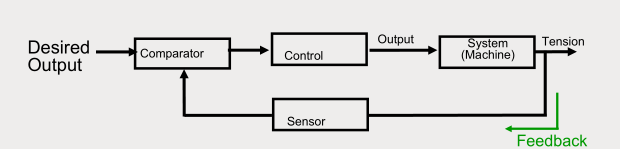
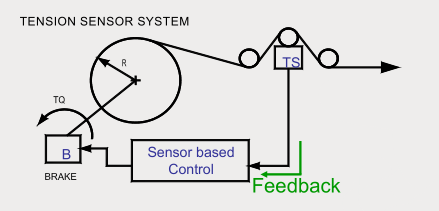
1.3 Closed loop control
What differentiate the closed loop from a open loop control is the feedback system or tension measurement.
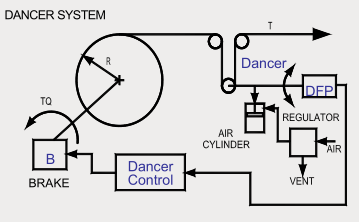
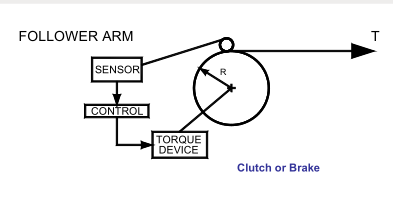
Tension feedback system can be built with tension sensors, dancer arm or free loop. As in closed loop, the tension measurement will send back the current tension to the sensor again, it makes a complete working circle and thus achieve a full automatic tension control system.
2.Testing method:
2.1 Ultrasonic test
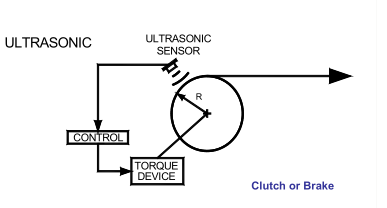
An ultrasonic sensor can be added to directly test the diameter of the material roll. As it omits the complicated calculation as the indirect test uses, the result is more accurate and thus making accurate controls.
Disadvantage of this test :
The ultrasonic sensor will be not accurate enough when the raw material roll is not of good round shape. When the roll is eccentric, it can not test well.
The ultrasonic sensor is more expensive compared with other methods.
2.2 Roll RPM test
RPM test can be also known as thickness accumulation method.
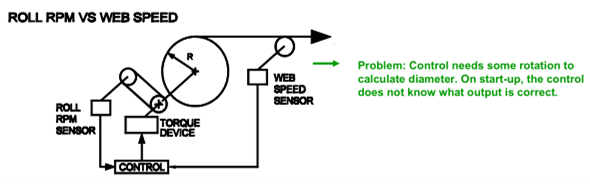
2.2.1 An proximity switch will be added on the rewinding roller and test the RPM of the roller. As the diameter of the material roll and material thickness are known, the test can then calculate the current diameter of the material roll.
2.2.2 Use speed testing roller and encoder. Enter the roll diameter after changing the roll, as the tension and speed when the machine first starts vary a lot, you could write in the encoder to test the data after 3-4 rounds when the machine is running constantly. Or start the machine with small tension and take the average number for calculation.
Disadvantage of this test:
There are various factors that works on the tension. In this calculation, you need to make compensation for speed changing, sliding friction,tension transients. etc. The calculation is complicated and thus may cause inaccurate results.
The reacting time of the test is slower than ultrasonic sensor. When start up the machine, the control don not what output is correct. It may takes 30 seconds or so before get the correct answer.
Another workable method, is to enter the roll diameter after changing rolls, which will add extra work to the operator.
3. Testing effect
3.1 Direct test:
Direct test tension control can collect the tension information, transform it as feedback signals, compare the current tension with the setting number and adjust the tension accordingly. It is also the closed loop control(1.1).
3.2 Indirect test:
Indirect test tension control doesn't change the tension directly, but test and analyze the factors that change the tension, including power, current, diameter etc. Both open loop and closed loop can use this test.
A commonly used indirect diameter test method is called "thickness accumulation". (2.2)
Reference:
【1】高速收放卷控制
http://bbs.gongkong.com/D/200809/247889_1.shtml
【2】中心取卷和摩擦取卷张力控制
http://www.docin.com/p-1456428063.html
【3】表面收卷形式在复卷机
https://wenku.baidu.com/view/9a49ca1879563c1ec4da7101.html
【4】 MD330 收放卷张力控制
https://wenku.baidu.com/view/99fc9770195f312b3069a582.html
【5】收放卷张力控制定义及应用
https://wenku.baidu.com/view/5e4b833d0912a21614792936.html?rec_flag=default
【6】张力控制变频收卷程序方案
https://wenku.baidu.com/view/4948478302d276a200292e78.html
【7】收卷中的张力及其控制
https://wenku.baidu.com/view/ff379e31b90d6c85ec3ac622.html
【8】三菱张力控制系统
https://wenku.baidu.com/view/968152222f60ddccda38a0d4.html
【9】Basics of Web Tension Control Summary BY Darrel Whiteside
(Pictures in the article are from Basics of Web Tension Control Summary)